在电子整机产品生产中,通常将焊料、贴片胶、锡膏和助焊剂称为电子工艺材料简称电子材料。电子工艺材料对产品的品质及生产效率起着致关重要的作用。下表为STM工艺材料类型。
| 组装工艺 | 波峰焊 | 回流焊 | 手工焊 |
| 印刷 | 粘结剂 | 焊膏(粘结剂) | 粘结剂(选用) |
| 焊接 | 焊剂 棒状焊料 |
焊剂焊膏 预成型焊料 |
焊剂 焊丝 |
| 清洗剂 | 各种溶剂 | 各种溶剂 | 各种溶剂 |
焊接材料(电子材料)
焊接材料包括焊料、焊剂(又叫助焊剂)和焊膏。常用焊料形状有棒状和丝状,表1为有铅焊料的物理和机械性能,表2为电子装配对无铅焊料的基本要求,表3为焊料对照表。
| 焊 | 料 | 合 | 金 | 融化温度 | 融化温度 | 密度 | 机械性能 | 机械性能 | 机械性能 | 热膨胀系数 | 导电率 | |||
| Sn | Pb | Ag | Sb | Bi | In | Au | 液相线 | 固相线 | g/mm² | 拉伸强度 N/mm² |
延伸率% | 硬度 HB |
×10-6/℃ | |
| 63 | 37 | 183 | 共晶 | 8.4 | 61 | 45 | 16.6 | 24.0 | 11.0 | |||||
| 60 | 40 | 183 | 8.4 | |||||||||||
| 10 | 90 | 302 | 268 | 10.8 | 41 | 45 | 12.7 | 28.7 | 8.2 | |||||
| 5 | 95 | 314 | 300 | 11.0 | 30 | 47 | 12.0 | 29.0 | 7.8 | |||||
| 62 | 36 | 2 | 215 | 178 | 8.4 | 64 | 39 | 16.5 | 22.3 | 11.3 | ||||
| 1 | 97.5 | 1.5 | 309 | 共晶 | 11.3 | 31 | 50 | 9.5 | 28.7 | 7.2 | ||||
| 96.5 | 3.5 | 221 | 共晶 | 6.4 | 45 | 55 | 13.0 | 25.4 | 13.4 | |||||
| 97.5 | 2.5 | 304 | 共晶 | 11.3 | 30 | 52 | 9.0 | 29.0 | 8.8 | |||||
| 95 | 5 | 240 | 232 | 7.25 | 40 | 38 | 13.3 | – | 11.9 | |||||
| 43 | 43 | 14 | 167 | 135 | 9.1 | 55 | 57 | 14 | 25.5 | 8.0 | ||||
| 42 | 58 | 138 | 共晶 | 8.7 | 77 | 20~30 | 19.3 | 15.4 | 5.0 | |||||
| 48 | 52 | 117 | 共晶 | 11 | 83 | 5 | 11.7 | |||||||
| 15 | 5 | 80 | 157 | 共晶 | 17 | 58 | 5 | 13.0 | ||||||
| 20 | 80 | 280 | 共晶 | 28 | – | 118 | 75 | |||||||
| 96.5 | 3.5 | 221 | 共晶 | 20 | 73 | 40 | 14.0 |
| 序号 | 合金 | 熔点℃ | 波峰焊 | 回流焊 | 手工焊 |
| 1 | SnAg3.5 | 221 | ○ | ○ | ○ |
| 2 | SnAg3.0~3.5Cu0.5~0.7 | 217~218 | ○ | ○ | ○ |
| 3 | SnAg0.5~2.8Cu0.5~0.7Bil.0~3.0 | 214~220 | ○ | ○ | △ |
| 4 | SnZn8Bi3or6 or SnZn9 | 193~199 | △ | ○ | – |
| 5 | SnCu0.7Sb | 227 | ○ | × | ○ |
| 6 | SnAg2.8Bi15 | 约136~197 | ○ | ○ | × |
| 7 | SnBi57Agl | 138 | ○ | ○ | × |
| 8 | SnAg3.5Cu0.5Sb0.2 | 217~218 | ○ | ○ | ○ |
| 合金 | 熔点 | 熔点 | 建议用途 | ||||
| 锡~铅 | ℉ | °C | 锡丝 | 锡棒 | 锡膏 | 预铸焊锡 | |
| Sn63Pb37 | 361 | 183 | ○ | ○ | ○ | ○ | 在电路板组装应用上被最普遍使用的合金比例 |
| Sn60Pb40 | 361-374 | 183-190 | ○ | ○ | ○ | ○ | 通常在单面板焊锡及沾锡作业中被应用 |
| Sn55Pb45 | 361-397 | 183-203 | ○ | ○ | ○ | 除了在高温焊锡的沾锡作业以外,不常被使用 | |
| Sn50Pb50 | 361-420 | 183-214 | ○ | ○ | ○ | 适用于铁、钢和铜等难焊金属的焊接 | |
| Sn40Pb60 | 361-460 | 183-238 | ○ | ○ | ○ | 适用于高温环境,用于汽车工业冷却器的焊接 | |
| Sn30Pb70 | 361-496 | 183-258 | ○ | ○ | ○ | 用于修补汽车凹痕 | |
| Sn25Pb75 | 366-503 | 186-262 | ○ | ○ | ○ | 低锡渣合金,用于高温镀锡线作业 | |
| Sn20Pb80 | 361-536 | 183-280 | ○ | ○ | ○ | 除了在汽车工业以外,不常被使用 | |
| Sn10Pb90 | 514-576 | 268-302 | ○ | ○ | ○ | ○ | 用于制造BGA和CGA的球脚 |
| Sn05Pb95 | 574-597 | 301-314 | ○ | 高温合金,很少被用到 | |||
| 无铅合金 | |||||||
| Sn96.5Ag3.5 | 430 | 221 | ○ | ○ | ○ | ○ | 高温合金,形成的焊点有很高的强度 |
| Sn96Ag04 | 430-444 | 221-229 | ○ | ○ | ○ | 在需要高强度焊点时会用到 | |
| Sn95Ag05 | 430-473 | 221-245 | ○ | ○ | ○ | ○ | 在需要高强度焊点时会用到 |
| 100%Sn | 450 | 232 | ○ | ○ | ○ | 用于添加于锡炉中补充锡的损耗 | |
| Sn95Sb05 | 450-464 | 232-240 | ○ | ○ | ○ | ○ | 高温焊锡使用 |
| SAF-A-LLOY | 426-454 | 219-235 | ○ | ○ | ○ | 专为无铅制程发展出的合金 | |
| 其他合金 | |||||||
| Sn62Pb36Ag02 | 354-372 | 179-189 | ○ | ○ | ○ | ○ | 使用在镀银陶瓷板或银、钯导体的焊接 |
| Sn60Pb36Ag04 | 354-475 | 179-246 | ○ | ○ | ○ | 使用在镀银陶瓷板或银、钯导体的焊接 | |
| Sn10Pb88Ag02 | 514-570 | 268-299 | ○ | ○ | ○ | ○ | 需在高温环境工作的产品会使用 |
| Sn05Pb93.5Ag1.5 | 565-574 | 296-301 | ○ | ○ | 需在高温环境工作的产品会使用 | ||
| Sn05Pb92.5Ag2.5 | 536 | 280 | ○ | ○ | ○ | 焊锡合金中具有共熔温度且最高者 | |
| Sn43Pb43Bi14 | 291-325 | 144-163 | ○ | ○ | ○ | ○ | 低温焊锡合金 |
助焊剂(电子材料)
金属同空气接触以后,表面会生成一层氧化膜。这层氧化膜会阻止液态焊锡对金属的润湿作用。助焊剂就是用于清除氧化膜,保证焊锡润湿的一种化学溶剂。
助焊剂的分类及主要成分如表所示。
| 无机系列 | 酸 正磷酸(H3PO4) 酸 盐酸(HCI) 酸 氟酸 盐 氯化物(ZnC2、NH4Cl、SnCl2等) |
| 有机系列 | 有机酸(硬脂酸、乳酸、油酸、氨基酸等) 有机卤素(盐酸苯胺等) 胺基酰胺、尿素、CONH2、乙二胺等 |
| 松香系列 | 松香 活化松香 氧化松香 |
焊膏(电子材料)
锡膏主要由合金焊料粉、助焊剂、活化剂和黏度控制剂四部分组成,如表1所示,其中金属颗粒约占锡膏总体积的9%。焊膏是一种均质混合物,是由合金焊料粉、糊状焊剂和一些添加剂混合而成的具有一定黏性和良好触变性的膏状体。在常温下,焊膏可将电子元器件初步粘在既定位置,当被加热到一定温度时(通常183℃),随着溶剂和部分添加剂的挥发,以及合金粉的熔化,使被焊元器件和焊盘连在一起,冷却形成永久连接的焊点。表2为常用焊粉中金属成分的影响。
| 材料 | 重量比 | 体积比 | 作用 | |
| 锡膏 | 锡粉 | 85~90 | 50~60 | 用于焊接 |
| 焊剂 | 树脂 | 10~15 | 40~50 | 赋于粘贴性,防止再氧化 |
| 活性剂 | 去除金属表面的氧化物 | |||
| 溶剂 | 调整粘性,赋于粘贴性 | |||
| 粘度活性剂 | 防止锡膏分离,提高印刷性,防止锡膏塌下 |
| 成分 | % | 温度 | ℃ | 焊膏用途 | ||
| Sn | Pb | Ag | Bi | 熔点 | 凝固点 | |
| 63 | 37 | 183 | 共晶 | 适用于焊接普通SMT电路板,不能用来焊接电极含有Ag、Ag/Pa材料的元器件 | ||
| 60 | 40 | 183 | 188 | 同上 | ||
| 62 | 36 | 179 | 共晶 | 适用于焊接电极含有Ag、Ag/Pa材料的元器件,印制板表面镀层不能是水金 | ||
| 10 | 88 | 2 | 268 | 290 | 适用于技耐高温元器件和需两次回流焊的首次焊接,印制板表面镀层不能是水金 | |
| 96.5 | 3.5 | 221 | 共晶 | 适用于焊接焊点强度高的SMT电路板,印制板表面镀层不能是水金 | ||
| 42 | 58 | 138 | 共晶 | 适用于焊接SMT热敏元件和需要两次回流焊的第二次焊接 |
贴片胶(电子材料)
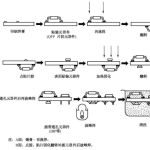
SMT中使用的贴片胶的作用是固定片式组件、SOT、SOIC等表面组装器件在PCB上,以使其在插件、过波峰焊的过程中避免元器件脱落或移位。
贴片胶的使用目的如表所示
| 贴片胶的使用目的 | 工艺 |
| 波峰焊中防止元器件脱落 | 波峰焊工艺 |
| 回流焊中防止另一面元器件脱落 | 双面回流焊工艺 |
| 防止元器件位移与立碑 | 回流焊工艺、预涂敷工艺 |
| 做标记 | 波峰焊、回流焊、预涂敷 |
贴片胶可分为两大类型:环氧树脂类型和丙烯酸酯类型,如下表所示。
| 贴片胶的基本类型 | 特性 | 固化方式 |
| 环氧树脂 | ①热敏感,必须低温储存才能保持使用寿命(5℃下6个月,常温下3个月)。温度升高使寿命缩短。 ②固化温度较低,固化速度慢,时间长。 ③粘结强度高,电气特性优良。 ④高速点胶性能不好 |
单一热固化, 固化温度: 140±20℃/5min |
| 丙烯酸酯 | ①性能稳定,不必特殊低温储存,常温下使用寿命12个月。 ②固化温度较高,但固化速度快,时间短。 ③粘结强度和电气特性一般。 ④高速点胶性能优良 |
双重固化, 紫外光加热 150±10℃/ (1~2min) |
由上面的内容我们知道电子材料包括但不限于:焊锡,焊料,焊剂又叫助焊剂,焊膏,贴片胶,钢网,清洗剂,焊丝又叫焊锡丝等。
© 版权声明
文章版权归作者所有,未经允许请勿转载。
相关文章




暂无评论...
 ">
">